

Shkaku kryesor i ngritjes dhe rënies përcaktohet nga karakteristikat e materialit. Për të zgjidhur problemin e tkurrje të ngurtë-fleksibile bordit PCB , na le një hyrje të shkurtër në materialin e Polyimide fleksibël pjatë:
(1) polyimide ka performancë të shkëlqyer termik, mund të përballojë goditjen termike e trajtimit të ngrohjes bashkim pa plumb;
(2) Shumica e pajisjeve të prodhuesit priren të përdorin qarqeve fleksibël të bordit për pajisje të vogla që kanë nevojë për të theksuar integritetin e sinjalit;
(3) Polyimide ka një temperaturë të shndërrimit të qelqit të lartë dhe të lartë karakteristikat pikë e shkrirjes,
rrethana normale do të procedohen në 350 ℃ ose më shumë;
(4) shpërbërja organike, polyimide është i tretshëm në tretës të zakonshme organike.
material fleksibël pjatë lart e poshtë me kryesore PI materiale bazë dhe zam ka një marrëdhënie, që është, një marrëdhënie të madh me imidation e PI, sa më e lartë shkalla e imidization, aq më i fortë controllability.
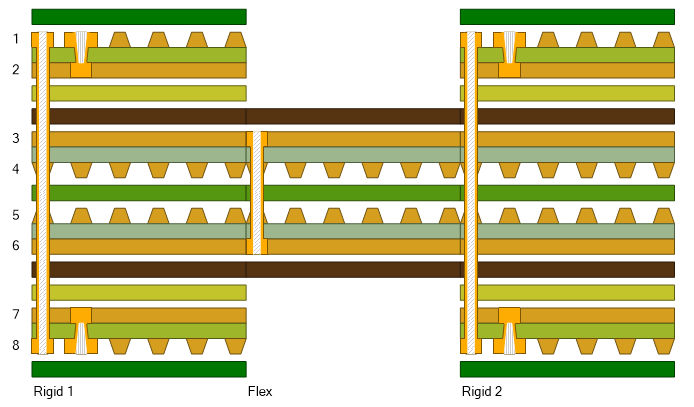
Sipas rregullave normale të prodhimit, pasi fleksibël bordi prerja, dhe formimin e linjës grafike, dhe kombinimi i ngurtë dhe të butë në procesin e compression do të kenë shkallë të ndryshme të rritjes dhe tkurrje në grafikë linjës gravurë, intensiteti linjës dhe drejtimin , do të çojë në riorientimin e stresit të të gjithë bordit, dhe përfundimisht të çojë në rregullimin e përgjithshëm të bordit lart dhe poshtë ndryshimet; në procesin e kombinuar e butë dhe e vështirë, si sipërfaqe që mbulon film dhe materiale bazë koeficientin e zgjerimit PI është në kundërshtim, në kuadër të një shkallë të caktuar të zgjerimit.
Nga arsye të natyrës, çdo rritet materiale dhe është prekur nga temperatura dhe, si rezultat i gjatë në PCB prodhimit proces, material pasi shumë procesit të nxehtë të lagësht, vlera më e lartë tkurrje mund të ketë shkallë të ndryshme të ndryshimeve delikate, por në afat të gjatë e aktuale përvoja e prodhimit, të ndryshojë ose të rregullt.
Si për të kontrolluar dhe për të përmirësuar?
Të thuash të drejtën, stresi i brendshëm i çdo listë e materialit është e ndryshme, dhe procesi kontrolli i çdo grumbull i targave nuk do të jetë saktësisht e njëjtë. Prandaj, kontrolli i koeficientit të zgjerimit material është i bazuar në një numër të madh të bazave eksperimentale në kontrollin e procesit dhe analiza statistikore e të dhënave është veçanërisht e rëndësishme. Në veprim aktual, tkurrje e pjatë fleksibël është i ndarë në faza:
The Parë është nga hapja deri në fletë pjekje, Kjo fazë është shkaktuar kryesisht nga efektet e temperaturës:
Për të siguruar që pjatë pjekje shkaktuar nga ngritjen dhe rënien e stabilitetit, i pari që i procesit të kontrollit konsistencë, nën premisën e një materiali të unifikuar, çdo ngrohjes pjatë pjekje dhe ftohje operacionet duhet të jenë në përputhje, nuk verbërisht ndjekin efikasitetin, dhe të vënë përfunduar pllaka në ajër për shpërndarje të ngrohjes. E vetmja mënyrë për të minimizuar stresin e brendshme e shkaktuar nga zgjerimi materiale dhe tkurrje.
The Dytë faza ndodhur në procesin e transferimit model. Tkurrje e kësaj faze është shkaktuar kryesisht nga ndryshimi i orientimit të stresit në materiale.
Për të siguruar që procesi i transferimit linja është e qëndrueshme, të gjitha fletët pjekje nuk mund të jetë grinds, direkt nëpër sipërfaqe kimike pastrimi linjë para-trajtimit, pasi sipërfaqen e membranës presioni duhet të nivelit off, sipërfaqja bordi duke qëndruar para dhe pas kohën e ekspozimit duhet të jetë i mjaftueshëm , pas transferimit vijën e finishit, për shkak të ndryshimit të orientimit stresit, pjatë fleksibël do të paraqesë një shkallë të ndryshme të rekrutues dhe tkurrje, kështu kompensim film marrëdhënie të kontrollit të linjës në hard dhe soft në kombinim me saktësi të kontrollit, në të njëjtën kohë, rritjet fleksibël pjatë dhe konstatimi i gamës së vlerave, është prodhimi i mbështet bazën e saj të të dhënave panel të ngurtë.
The Tretë Faza e tkurrjes ndodh në procesin e shtypit të vështirë dhe të butë bordit, parametrat kryesore compression dhe pronat materiale të kësaj faze janë përcaktuar.
Faktorët që ndikojnë në këtë fazë të zgjerimit përfshijnë shkallën e ngrohjes së petëzim, vendosjen e parametrave presion, dhe shkalla e mbetur bakrit dhe trashësinë e bërthamës. Në përgjithësi, më të vogla shkalla e mbetur bakër, aq më i madh vlerën tkurrje; hollë core, aq më e madhe vlera e ngritjes dhe rënies. Megjithatë, nga të mëdha në të vogla, është një proces gradual, kështu që kompensimi film është veçanërisht e rëndësishme. Përveç kësaj, për shkak të natyrës së bordi fleksibel dhe bordi ngurtë materiale, kompensimi i saj është një faktor shtesë që duhet të merren parasysh.