

Den grundläggande orsaken till uppgång och fall bestäms av egenskaperna hos materialet. För att lösa problemet med krympning av Rigid-flexibel PCB Board , låt oss en kort introduktion till materialet i den böjliga plattan Polyimid:
(1) polyimid har utmärkt termisk prestanda, kan motstå den termiska chocken av blyfri lödning värmebehandling;
(2) De flesta enheter tillverkare tenderar att använda flexibla kretsar ombord för små enheter som behöver att betona signal integritet;
(3) Polyimid har en hög glastemperatur och hög smältpunktsegenskaper,
normala omständigheter som skall bearbetas vid 350 ℃ eller mer;
(4) I ekologisk upplösning, är polyimid olöslig i vanliga organiska lösningsmedel.
Flexibelt plåtmaterial upp och ner med huvud basmaterialet PI och lim har en relation, det vill säga, en bra relation med den imidering av PI, desto högre grad av imidisering, desto starkare styrbarhet.
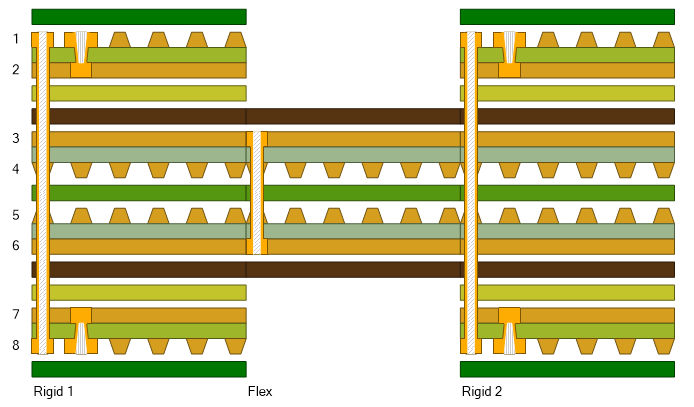
Enligt normala produktionsregler, efter flexibla kort kortskärning, och bildandet av den grafiska linjen, och kombinationen av styv och mjuk i kompressionsprocessen kommer att ha olika grader av tillväxt och kontraktion i grafiklinjeetsning, linjen intensitet och riktning , kommer att leda till omorientering av stress hela styrelsen, och så småningom leda till den allmänna regleringen av styrelsen upp och ned förändringar; i processen för att kombinera den mjuka och hårda, eftersom ytan täckande film och basmaterialet PI utvidgningskoefficient är inkonsekvent, Inom ramen för en viss grad av expansion.
Från naturen anledning är eventuella väsentliga ökningar och påverkas av temperaturen och, som ett resultat av långdragna i PCB produktion processen, materialet efter många varma våta processen, högre krympningsvärde kan ha olika grader av subtila förändringar, men på lång sikt för den faktiska produktion erfarenhet, förändring eller vanlig.
Hur man styr och förbättra?
Strängt taget är den inre spänningen hos varje rulle av material som skiljer sig, och processen kontroll av varje sats av plattor kommer inte att vara exakt samma. Därför är styrningen av koefficienten av material expansions baserat på ett stort antal experimentella baser På processtyrningen och data statistisk analys är särskilt viktig. Under själva flygningen, är krympningen av böjliga plattan uppdelad i etapper:
Den första är från öppningen till bakplåten, Detta stadium orsakas huvudsakligen av temperatureffekter:
För att säkerställa att bakplåten orsakas av uppgång och fall av stabilitet, den första för att bearbeta styrkonsistens, under förutsättningen av en enhetlig material, varvid varje bakplåten uppvärmning och kylning operationer måste vara konsekvent, inte blint följa effektiviteten, och sätta den färdiga plattor i luften för värmeavledning. Det enda sättet att minimera inre spänning som orsakas av material expansion och kontraktion.
Den andra fasen inträffade i processen för mönsteröverföring. Krympningen av detta steg huvudsakligen orsakas av förändringen av spännings orientering i materialet.
För att säkerställa att linjen överföringsprocessen är stabil, kan Alla bakplåtar inte vara grinds, direkt genom den kemiska rengöringslinjen yta förbehandling, efter tryckmembranytan måste plana ut kortytan stående före och efter exponeringstiden måste vara tillräcklig för , efter mållinjen överföring, beroende på förändringen av stress orientering, flexibla plattan kommer att presentera olika grad av krusning och kontraktion, vilket kontrollfilm kompensation förhållande av linjen till den hårda och mjuka i kombination med precisionen hos kontrollen, vid samtidigt, flexibla platt ökar och konstaterande av området av värden, är produktionen av dess stödjande stel panel datan basis.
Den tredje fasen av kontraktionen inträffar i processen för hård och mjuk kartong tryck, är de huvudsakliga komprimeringsparametrar och materialegenskaper i detta stadium bestämdes.
Faktorer som påverkar denna expansionsfas inkluderar upphettningshastigheten av laminering, inställning av tryckparametrar, och den kvarvarande kopparhastigheten och tjockleken av kärnan. I allmänhet, ju mindre den kvarvarande kopparhastighet, desto större krympningsvärde; tunnare kärna, desto större är värdet av uppgång och fall. Emellertid, från stora till små, är en gradvis process, så film ersättning är särskilt viktigt. Dessutom, på grund av arten av den flexibla kortet och styv skiva materialet, är dess ersättning ytterligare en faktor som måste beaktas.