

Yuksalishi va qulashi sababi materiallar xususiyatlari bilan belgilanadi. Qurishi muammosini hal qilish uchun , qo'pol-moslashuvchan tenglikni kengashi , bizga moslashuvchan plitalar poliimid ashyolarining qisqa joriy qilaylik:
(1) poliimid qo'rg'oshin-bepul soldering issiqlik davolash termal zarba bardosh mumkin, ajoyib issiqlik faoliyatini ega;
(2) Eng qurilmalar ishlab chiqaruvchi foydalanish moyil moslashuvchan davrlari, taxtasidan signal yaxlitligini ta'kidlash kerak kichik qurilmalar uchun;
(3) Polyimide yuqori shisha o'tish haroratga va yuqori erish nuqtasi xususiyatlarini, mavjud
350 ℃ yoki undan-da qayta ishlash uchun normal holatlar;
(4) organik tarqatib yuborilgan yilda poliimid umumiy organik erituvchi erimaydigan hisoblanadi.
Moslashuvchan plitalar moddiy yuqoriga va asosiy tayanch moddiy Piy va elim bilan pastga, ya'ni, Piy imidation bilan yaxshi munosabatlar, imidization oliy darajasi, kuchli nazorat munosabatga ega.
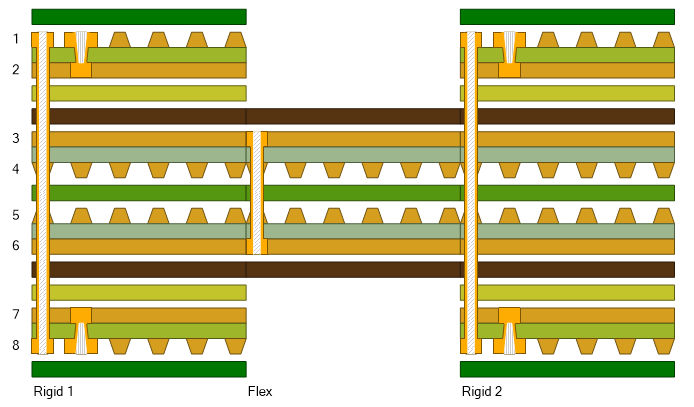
Normal ishlab chiqarish qoidalariga ko'ra, keyin moslashuvchan taxta chiqib ketish va grafik liniyasi shakllanishi va qattiq va siqilish jarayonida yumshoq birikmasi grafik liniyasi ofort, chiziq jadalligi va yo'nalishda o'sishi va siqilish turli darajaga ega bo'ladi butun kengashi stress qayta yo'naltirish sabab, va oxir-oqibat tashkil kengashi va o'zgarishlar pastga umumiy tartibga solish beradimi; film va tayanch moddiy PI genleşme koeffisiyenti qamrab yuzasi kabi, yumshoq va qattiq birlashtirgan jarayonida kengaytirish ma'lum bir darajaga doirasida, barqaror emas.
Tabiat Shuning boshlab, har qanday moddiy ortadi va harorat ta'sir va, ham uzoq natijasida bo'ladi tenglikni ishlab chiqarish jarayoni, moddiy ko'p issiq nam jarayoni so'ng, oliy siqilish qiymati nozik o'zgarishlar turli darajalarini bo'lishi mumkin, lekin haqiqiy uzoq muddatda ishlab chiqarish tajribasi, o'zgartirish yoki muntazam.
Qanday nazorat va yaxshilash uchun?
Sirasini aytganda, materiallar har bir silindrsimon ichki stress farq qiladi, va plitalari har bir partiya jarayoni nazorat aynan bir xil bo'lmaydi. Shuning uchun, moddiy kengaytirish koeffitsiyentini nazorat qilish jarayoni nazorat va ma'lumotlar statistik tahlil to'g'risida eksperimental bazalar bir qator asoslangan, ayniqsa muhim ahamiyatga ega. haqiqiy ish, moslashuvchan plastinka chekib bosqichga bo'linadi:
The Birinchi pishirish lavha ochish, bu bosqich asosan harorat ta'siri sabab bo'ladi:
yuksalishi va barqarorlikni kuz tufayli yopish plitalar, birinchi yagona moddiy, har bir pishirish plastinka, isitish binosida ostida, nazorat mustahkamlik qayta ishlash va operatsiyalarni sovutish ko'r-ko'rona samaradorligini ta'qib emas, izchil bo'lishi va tayyor qo'yish kerak, deb ta'minlash uchun issiqlik tarqalish uchun havoda plitalar. yagona yo'li moddiy kengaytirish va siqilish tufayli ichki stress kamaytirish uchun.
The Ikkinchi bosqich namuna o'tkazish jarayonida ro'y berdi. Bu bosqichning chekib asosan moddiy stress yo'naltirilganligiga o'zgarishiga sabab bo'ladi.
liniyasi uzatish jarayoni barqaror ta'minlash uchun, barcha yopish barg oldin o'chirib darajasiga kerak bosim membrana sirti keyin to'g'ridan-kimyoviy tozalash liniyasi yuzasi oldindan davolash orqali tortadi, taxta yuzasi doimiy bo'lishi mumkin emas va ta'sir qilish vaqtdan keyin etarli bo'lishi kerak finishga o'tkazish keyin, stress yo'nalishini o'zgarishi tufayli, moslashuvchan plitalar da, nazorat qilish aniq bilan birga qattiq va yumshoq uchun liniyasi shunday film kompensatsiya nazorat munosabatlarni o'rmoq va qisqarish bir xil darajasini taqdim etadi Shu vaqt, moslashuvchan plitalar ortadi va qadriyatlar qator aniqlash, uning qo'llab-quvvatlash qattiq panel ma'lumotlar asosida ishlab chiqarish.
The Uchinchi siqilish bosqichi qattiq va yumshoq boshqaruv Matbuot jarayonida sodir bo'ladi, bu bosqichda asosiy siqish parametrlari va moddiy xususiyatlari aniqlanadi.
Kengaytirish, bu bosqichi ta'sir qiluvchi omillar yadrosi laminatsiyalashning isitish tezligini, bosim parametrlarini o'rnatish, va qoldiq mis tezligini va qalinligi o'z ichiga oladi. Umuman olganda, kichik qoldiq mis darajasi, siqilish qiymatini katta; yuksalishi va qulashi qiymati katta, asosiy yupqaroq. Biroq, katta kichik qilish, bosqichma-bosqich jarayoni, shuning uchun film kompensatsiya ayniqsa muhim ahamiyatga ega. Bundan tashqari, tabiati tufayli moslashuvchan taxta va qattiq taxta materiallari, uning tovon hisobga olinishi kerak bo'lgan qo'shimcha omil hisoblanadi.