

La cause racine de la montée et la chute est déterminée par les caractéristiques du matériau. Pour résoudre le problème du retrait du conseil PCB rigide-flexible , laissez - nous une brève introduction à la matière de la plaque flexible Polyimide:
(1) polyimide a d'excellentes performances thermiques, peut résister au choc thermique du traitement thermique de soudure sans plomb;
(2) La plupart des appareils fabricants ont tendance à utiliser des circuits flexibles carte pour les petits appareils qui ont besoin de mettre l' accent sur l' intégrité du signal;
(3) Polyimide ayant une température de transition vitreuse élevée et des caractéristiques de point de fusion élevé, des
circonstances normales à traiter à 350 ℃ ou plus;
(4) dissolution organique, un polyimide insoluble dans les solvants organiques courants.
matériau de plaque flexible de haut en bas avec le matériau principal de base PI et de la colle a une relation, c'est une excellente relation avec l'imidation de PI, plus le degré d'imidation, plus la contrôlabilité.
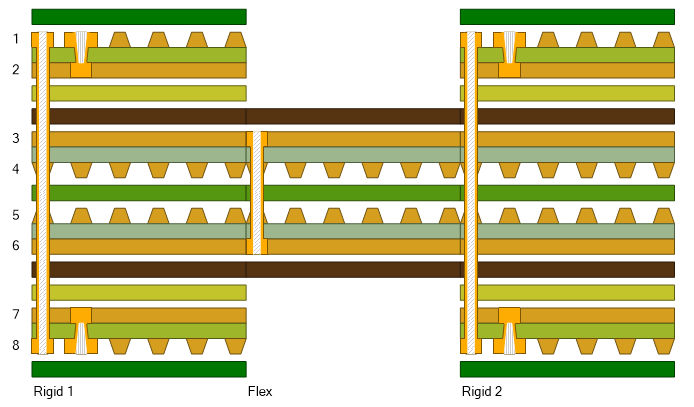
Selon les règles normales de production, après carte souple coupe, et la formation de la ligne graphique, et la combinaison de rigide et souple dans le processus de compression ont des degrés variables de croissance et de contraction dans la gravure de la ligne graphique, l'intensité de la ligne et de la direction , conduira à la réorientation de l'effort de l'ensemble du conseil, et éventuellement conduire à la réglementation générale du conseil d' administration de haut en bas changements; dans le processus de combinaison des mous et durs, en tant que film de revêtement de surface et le matériau de base coefficient de dilatation PI est incompatible, dans le cadre d'un certain degré d'expansion.
De la raison de la nature, tout matériau augmente et est affectée par la température et, à la suite d' une longue dans la production PCB processus, le matériel après de nombreux processus chaude et humide, la valeur de retrait plus élevé peut avoir différents degrés de changements subtils, mais à long terme de réelle expérience de la production, le changement ou régulier.
Comment contrôler et améliorer?
Strictement parlant, la contrainte interne de chaque rouleau de matériau est différent, et la commande du processus de chaque lot de plaques ne sera pas exactement la même. Par conséquent, le contrôle du coefficient de dilatation matériel est basé sur un grand nombre de bases expérimentales sur le contrôle des processus et des données d'analyse statistique est particulièrement important. En fonctionnement réel, le retrait de la plaque flexible est divisée en étapes:
La première est de l'ouverture de la plaque de cuisson, cette étape est principalement causé par les effets de température:
Pour faire en sorte que la plaque de cuisson provoquée par la montée et la chute de la stabilité, le premier à traiter la cohérence de contrôle, en vertu du principe d'un matériau unique, chaque chauffage de la plaque de cuisson et de refroidissement doit être cohérente, pas aveuglément poursuivre l'efficacité, et de mettre le produit fini plaques dans l'air pour la dissipation de la chaleur. La seule façon de minimiser la contrainte interne provoquée par la dilatation et la contraction matérielle.
La deuxième étape a eu lieu dans le processus de transfert de motif. Le retrait de cette étape est principalement causée par le changement d'orientation des contraintes dans le matériau.
Pour veiller à ce que le processus de transfert de ligne est stable, toutes les plaques de cuisson ne pouvaient pas être broie, directement à travers la surface de la ligne de nettoyage chimique de prétraitement, après que la surface de la membrane de pression doit se stabilisent, debout surface du panneau avant et après le temps d'exposition doit être suffisante , après le transfert de la ligne d'arrivée, en raison du changement de l'orientation de contrainte, plaque flexible présentera un degré différent de sertissage et de contraction, ainsi relation de commande de compensation de film de la ligne à la dure et molle, en combinaison avec la précision de contrôle, à en même temps, plaque souple augmente et détermination de la plage de valeurs, est la production de la base de données de panneau rigide de support.
La troisième phase de la contraction se produit dans le procédé de presse à bord durs et mous, les principaux paramètres de compression et les propriétés des matériaux de ce stade sont déterminées.
Les facteurs influençant cette phase d'expansion comprennent la vitesse de chauffage de stratification, le réglage des paramètres de pression, et le taux de cuivre résiduel et de l' épaisseur du noyau. En général, plus le taux de cuivre résiduel, plus la valeur de retrait; la plus mince du noyau, plus la valeur de l'élévation et la chute. Cependant, de grande à petite, est un processus graduel, de sorte que la compensation du film est particulièrement important. En outre, en raison de la nature de la carte souple et plaque rigide matière, sa rémunération est un facteur supplémentaire qui doit être pris en considération.