

La causa principale e della caduta è determinata dalle caratteristiche del materiale. Per risolvere il problema del restringimento del Rigido-flessibile PCB Board , ci lascia una breve introduzione al materiale del Polyimide piatto flessibile:
(1) poliimmide ha eccellenti prestazioni termiche, in grado di sopportare lo shock termico di trattamento termico saldatura senza piombo;
(2) La maggior parte dei produttori di dispositivi tendono ad utilizzare bordo di circuiti flessibili per dispositivi di piccole dimensioni che hanno bisogno di sottolineare l'integrità del segnale;
(3) Polyimide ha una temperatura di transizione vetrosa e caratteristiche elevato punto di fusione,
circostanze normali per essere trasformati in 350 ℃ o più;
(4) In dissoluzione organica, poliimmide è insolubile nei comuni solventi organici.
materiale lamina flessibile su e giù con il principale PI materiale di base e la colla ha un rapporto, cioè, un grande rapporto con l'immidazione del PI, maggiore è il grado di immidizzazione, più forte è la controllabilità.
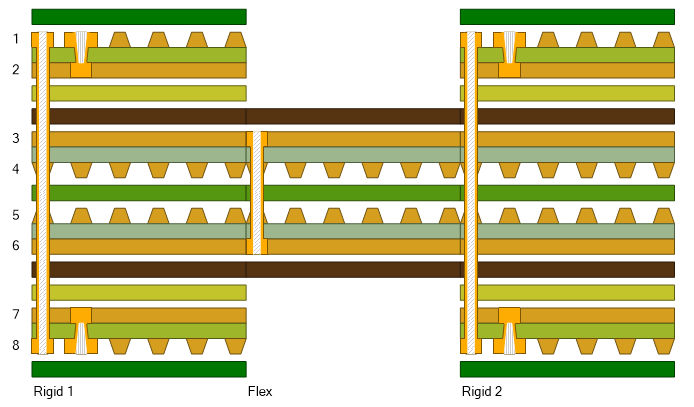
Secondo le normali regole di produzione, dopo scheda flessibile di taglio, e la formazione della linea di grafico, e la combinazione di rigido e morbido nel processo di compressione avrà diversi gradi di crescita e contrazione del grafico linea di incisione, l'intensità della linea e la direzione , porterà al riorientamento dello sforzo di tutto il consiglio, e alla fine portare al regolamento generale del consiglio di amministrazione su e giù per i cambiamenti; nel processo di combinazione morbida e dura, come la superficie film di copertura ed il materiale coefficiente di dilatazione PI base è incoerente, Nell'ambito di un certo grado di espansione.
Dalla ragione natura, qualsiasi materiale aumenta ed è influenzata dalla temperatura e, come risultato di una lunga nella la produzione di PCB processo, materiale dopo molti processi caldo umido, valore di contrazione superiore può avere diversi gradi di cambiamenti sottili, ma a lungo termine di effettiva esperienza di produzione, modificare o regolare.
Come controllare e migliorare?
Strettamente parlando, le tensioni interne di ogni rotolo di materiale è differente, e il controllo del processo di ogni lotto di piastre non sarà esattamente lo stesso. Pertanto, il controllo del coefficiente di dilatazione materiale si basa su un gran numero di basi sperimentali sul controllo di processo e l'analisi statistica dei dati è particolarmente importante. Nel funzionamento effettivo, la contrazione della lamina flessibile è diviso in fasi:
Il primo è dall'apertura alla teglia, Questa fase è principalmente causata da effetti di temperatura:
Per assicurare che la piastra di cottura causata dalla crescita e la caduta di stabilità, prima di processare consistenza controllo, con la premessa di un materiale unico, ciascuna riscaldamento piastra di cottura e le operazioni di raffreddamento deve essere coerente, non persegue ciecamente efficienza, e mettere finito piatti in aria per la dissipazione del calore. L'unico modo per minimizzare le tensioni interne causate dalla dilatazione e contrazione del materiale.
Il seconda fase si è verificato nel processo di trasferimento del modello. La contrazione di questa fase è causata principalmente dalla variazione dell'orientamento sollecitazione nel materiale.
Per garantire che il processo di trasferimento linea è stabile, tutti teglie non potevano essere macina, direttamente attraverso la superficie linea di pulizia pretrattamento chimico, dopo superficie della membrana in pressione deve livellare, bordo superficie di appoggio prima e dopo il tempo di esposizione deve essere sufficiente , dopo il trasferimento traguardo, dovuta alla variazione dell'orientamento stress, lamina flessibile presenta un diverso grado di crimpatura e contrazione, quindi legame di controllo compensazione pellicola della linea al duro e morbido in combinazione con la precisione di controllo, a allo stesso tempo, aumenta e piastra accertamento della gamma di valori flessibili, è la produzione della sua base dati pannello rigido di supporto.
Il terza fase della contrazione si verifica nel processo di stampa bordo duro e morbido, i principali parametri di compressione e le proprietà del materiale di questa fase vengono determinati.
Fattori che influenzano questa fase di espansione comprendono la velocità di riscaldamento di laminazione, l'impostazione di parametri di pressione, e il tasso di rame residuo e spessore del nucleo. In generale, minore è il tasso di rame residuo, maggiore è il valore di contrazione; più sottile è il nucleo, maggiore è il valore della ascesa e la caduta. Tuttavia, da grande a piccolo, è un processo graduale, così compensazione film è particolarmente importante. In aggiunta, a causa della natura della scheda flessibile e cartone rigido materiale, il compenso è un ulteriore fattore che deve essere considerato.