

De oorzaak van de stijging en daling wordt bepaald door de eigenschappen van het materiaal. Om het probleem van de krimp van de op te lossen Rigid-Flexibele PCB Board , laat ons een korte introductie van het materiaal van de flexibele plaat polyimide:
(1) polyimide heeft uitstekende thermische eigenschappen, kan de thermische schok van loodvrij solderen warmtebehandeling te weerstaan;
(2) De meeste apparaten fabrikanten hebben de neiging om te gebruiken flexibele circuits board voor kleine apparaten die moeten benadrukken integriteit van het signaal;
(3) Polyimide heeft een hoge glasovergangstemperatuur en een hoog smeltpunt kenmerken,
normaal gesproken worden verwerkt bij 350 ℃ of meer;
(4) organische oplossing, polyimide onoplosbaar in gebruikelijke organische oplosmiddelen.
Flexibel plaatmateriaal op en neer met de belangrijkste basismateriaal PI en lijm een relatie, dat wil zeggen een goede relatie met de imidering van PI, des te hoger de mate van imidisatie, hoe sterker de bestuurbaarheid.
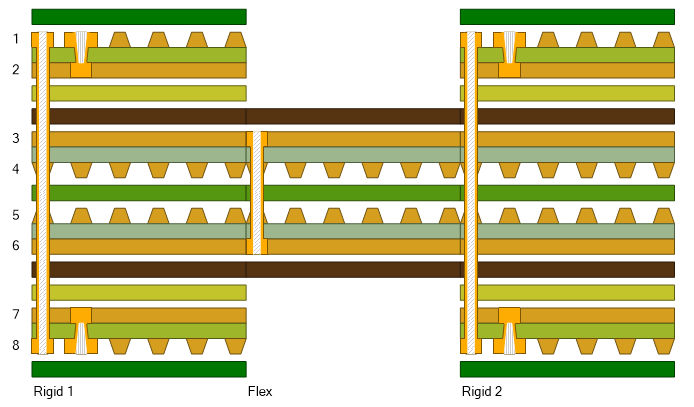
Volgens de normale productieregels na flexibele plaat snijden en de vorming van de grafische lijn, en de combinatie van harde en zachte in het proces van compressie verschillende mate van groei en krimp in de grafische lijnets de lijn intensiteit en richting hebben , zal leiden tot de heroriëntatie van de stress van het gehele bestuur, en uiteindelijk leiden tot de algemene verordening van de raad op en neer veranderingen; in het proces van het combineren van de zachte en harde, de oppervlaktebedekking film en het basismateriaal PI uitzettingscoëfficiënt inconsistent, In het kader van een bepaalde mate van expansie.
De aard Daarom wordt elk materiaal toeneemt en beïnvloed door de temperatuur en als gevolg van langdurig in PCB-productie proces, materiaal na veel hete natte methode, hogere krimpwaarde kunnen verschillende graden van subtiele veranderingen, maar op de lange termijn van de feitelijke productie-ervaring, te wijzigen of regelmatig.
Hoe te controleren en te verbeteren?
Strikt gesproken is de interne spanning van elke materiaalrol verschillend en procesbesturing van elke partij platen niet precies hetzelfde. Derhalve is de regeling van de coëfficiënt van uitzetting van het materiaal op basis van een groot aantal experimentele basen Op procesbesturing en data statistische analyse is bijzonder belangrijk. Feitelijke operatie, is de krimp van buigzame plaat verdeeld in fasen:
De eerste is de opening naar de bakplaat, Deze fase voornamelijk door temperatuursinvloeden:
Opdat de bakplaat als gevolg van het stijgen en dalen van de stabiliteit, de eerste controle consistentie verwerkt, onder de premisse van een uniforme materiaal, elke bakplaat verwarmen en afkoelen wordt moeten consistent, niet blindelings streven efficiëntie en zet de gerede platen in de lucht voor warmteafvoer. De enige manier om de interne stress veroorzaakt door materiaal uitzetting en krimp te minimaliseren.
De tweede fase vond plaats in het proces van patroonoverdrachtsgebied. De krimp van deze fase wordt voornamelijk veroorzaakt door de verandering van stress oriëntatie in het materiaal.
Opdat de lijn overdrachtsproces stabiel is, kan alle bakplaten niet grinds, direct door de chemische reiniging lijn oppervlakte voorbehandeling Onder druk membraanoppervlak moet stabiliseren, oppervlakte staplank vóór en na de blootstellingstijd moet voldoende zijn na de finish overdracht, als gevolg van de verandering van de spanning oriëntatie buigzame plaat zal een verschillende mate van krimp en krimp, waardoor film compensatieregeling relatie van de lijn naar de harde en zachte gecombineerd met de precisie van de controle aanwezig op tegelijkertijd flexibele platte verhogingen en vaststelling van het bereik van waarden, is de productie van de ondersteunende stijf paneel gegevensbasis.
De derde fase van de krimp optreedt bij het proces van hard en zachtboard druk, worden de hoofdcompressie parameters en materiaaleigenschappen van deze fase bepaald.
Factoren deze expansiefase omvatten de verwarmingssnelheid van laminering, het instellen van de druk parameters en restkoper snelheid en de dikte van de kern. In het algemeen, hoe kleiner de restkoper snelheid, hoe groter de krimpwaarde; hoe dunner de kern, hoe groter de waarde van het stijgen en dalen. Echter, van groot naar klein, is een geleidelijk proces, dus film compensatie is bijzonder belangrijk. Daarnaast, als gevolg van de aard van de flexibele plaat en stijf karton materiaal, de compensatie een bijkomende factor die moet worden beschouwd.