

Коренот причина за подемот и падот е определена од карактеристиките на материјалот. За да се реши проблемот на намалување на Цврсти-Флексибилни PCB одбор , нека краток вовед во материјалот на флексибилни Полимид на плочата:
(1) полиимид има одлична термичка перформанси, може да издржи термички шок на безоловен лемење термичка обработка;
(2) Повеќето производители уреди имаат тенденција да користат флексибилни кола одбор за мали уреди кои треба да се нагласи сигнал интегритет;
(3) Полимид има висока температура стакло транзиција и висока точка на топење карактеристики,
нормални околности да биде преработен на 350 ℃ или повеќе;
(4) Во органското распаѓање, полиимид е нерастворлив во заеднички органски растворувачи.
плоча материјал флексибилни нагоре и надолу со главната база на материјал ПИ и лепак има врска, а тоа е, голема врска со imidation на ЈУ, на повисок степен на imidization, толку е посилна контрола.
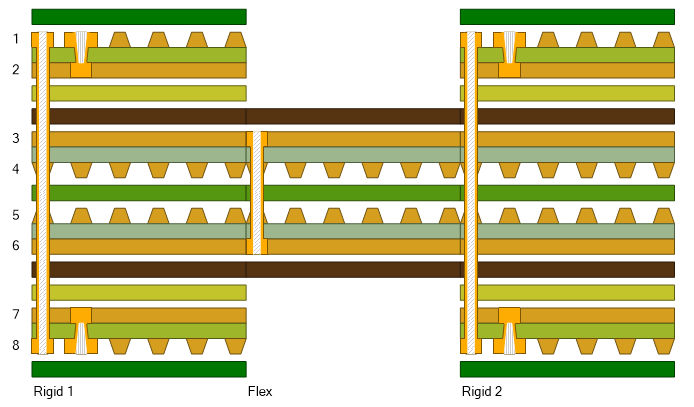
Според нормалните правила за производство, по флексибилни одбор сечење, како и формирање на графика линија, како и комбинација на цврсти и меки во процесот на компресија ќе имаат различни степени на раст и контракција во графика линија офорт, интензитетот на линија и насока , ќе доведе до пренасочување на стресот на овој форум, и на крајот да доведе до општиот акт на Управниот одбор нагоре и надолу промени; во процесот на комбинирање на меки и тврди, како на површината покривање на филмот и коефициентот на база на материјал ПИ проширувањето не е во согласност, во рамките на одреден степен на експанзија.
Од причина природата, било каков материјал се зголемува и е под влијание на температурата и, како резултат на долгите во PCB производство процес, материјал, по многу топла влажна процес, повисока вредност намалување може да имаат различни степени на суптилни промени, но на долг рок на реалните производство искуство, промена или редовни.
Како да се контролира и да се подобри?
Поточно кажано, стресот на секоја ролна материјал е различен, и процесот на контрола на секоја серија на плочки нема да биде иста. Затоа, контрола на коефициентот на материјалот експанзија е врз основа на голем број на експериментални бази на процесот на контрола и анализа на статистичките податоци, е особено важно. Во реалниот операција, намалувањето на флексибилни плоча е поделена во фази:
На првата е од отворањето на сад за печење, во оваа фаза е главно предизвикано од температурата ефекти:
Да се осигура дека плоча за печење предизвикани од страна на подемот и падот на стабилност, првиот за процесот на контрола конзистентност, под премисата на единствен материјал, секоја грејна плоча за печење и операции за ладење мора да биде конзистентна, а не слепо ги извршуваат ефикасност, и го стави на готовиот ознаки во воздух за дисипација на топлина. Единствениот начин да се намали стресот предизвикан од материјална експанзија и контракција.
На втората фаза се случи во процесот на трансфер на шемата. На намалување на оваа фаза е главно предизвикано од промената на стрес ориентација во материјалот.
За да се обезбеди дека процесот на пренос линија е стабилна, Сите печење листови не може да се меле, директно преку хемиско чистење линија површината пред-третман, по мембрана притисок површина мора да се израмни, одборот површина стои пред и по времето на изложеност треба да биде доволно , по трансферот на целната линија, се должи на промена на ориентацијата на стрес, флексибилни плоча ќе се претстави со различен степен на стегање и контракција, со надомест филм контрола однос на линијата на тврди и меки во комбинација со прецизност на контрола на исто време, флексибилни зголемува плоча и утврдување на опсегот на вредности, е производство на нејзината поддршка на цврста основа панел податоци.
На третата фаза на контракција случува во процесот на тврди и меки одбор на печатот, на главните параметри за компресија и материјални својства на оваа фаза се утврди.
Фактори кои влијаат на оваа фаза на експанзија вклучуваат стапка на загревање на каширане, поставување на параметрите притисок, и остаток на стапката на бакар и дебелина на јадрото. Во принцип, толку е помал остаток на стапката на бакар, поголема вредност на собирање; потенки јадро, толку е поголема од вредноста на подемот и падот. Сепак, од големи до мали, е постепен процес, па надомест филм е особено важно. Покрај тоа, се должи на природата на флексибилни одбор и крути одбор материјали, компензација својата е дополнителен фактор кој треба да се разгледуваат.