

Den grunnleggende årsaken til stigning og fall bestemmes av egenskapene til materialet. For å løse problemet med krymping av Rigid-Fleksibel PCB Board , la oss en kort introduksjon til materialet av den fleksible plate Polyimide:
(1) polyimid har utmerket termisk ytelse, kan tåle den termiske sjokket av blyfritt loddevarmebehandling;
(2) de fleste enheter produsentene har en tendens til å bruke fleksible kretser styret for små enheter som må fremheve signalet integritet;
(3) Polyimid har en høy glassovergangstemperatur og høye smeltepunktegenskaper,
normale omstendigheter som skal bearbeides ved 350 ℃ eller mer;
(4) organisk oppløsnings, er polyimid uoppløselig i vanlige organiske oppløsningsmidler.
Fleksibelt platemateriale opp og ned sammen med hovedbasismaterialet PI og lim har et forhold, det vil si et godt forhold til imider av PI, jo høyere grad av imidisering, jo sterkere er kontrollerbarhet.
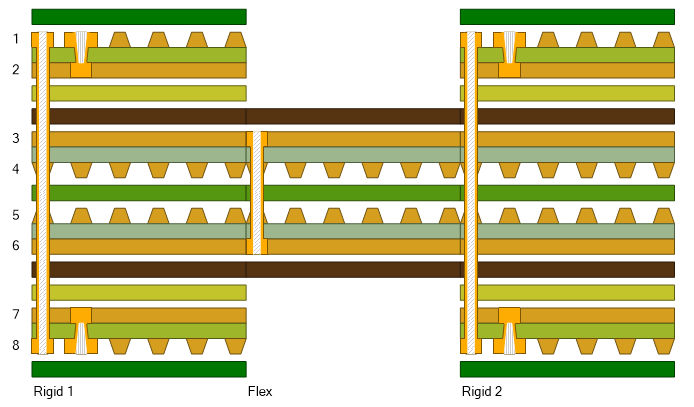
I henhold til normale produksjonsregler, etter fleksibelt bord skjæring, og dannelsen av grafikk linje, og en kombinasjon av stive og myke i kompresjonsprosessen vil ha varierende grad av vekst og kontraksjon i den grafiske linje etsing, linjen intensiteten og retningen , vil føre til reorientering av den spenning av hele kortet, og til slutt føre til en generell regulering av brettet opp og ned endringer; i ferd med å kombinere den myke og harde, som overflaten som dekker filmen og basismaterialet PI utvidelseskoeffisient er inkonsekvent, Innenfor rammen av en viss grad av ekspansjon.
Fra naturen grunn er alle vesentlige økninger og påvirket av temperatur og, som et resultat av langvarig i PCB-produksjon produksjonsprosessen, materialet etter mange varm våt prosess, høyere krymping verdi kan ha forskjellige grader av subtile endringer, men i det lange løp av selve produksjon erfaring, endre eller vanlig.
Hvordan å kontrollere og forbedre?
Strengt tatt er indre spenninger i hver rull av materiale er forskjellige, og prosessen kontroll av hvert parti av platene vil ikke være nøyaktig den samme. Derfor er kontroll av koeffisienten for materialet ekspansjon basert på et stort antall eksperimentelle baser på prosesskontroll og data statistisk analyse er spesielt viktig. I virkelig drift, er krymping av fleksible plate inndelt i etapper:
Det første er fra åpningen til den bakeplate, er dette trinnet hovedsakelig forårsaket av temperaturvirkninger:
For å sikre at stekeplaten som følge av stigning og fall av stabilitet, den første til prosesskontroll konsistens, under forutsetning av et enhetlig materiale, hvert vaffeljernet oppvarmings- og avkjølingsoperasjoner må være forenlig, ikke blindt følge effektivitet, og sette den ferdige plater i luft for varmespredning. Den eneste måten å minimalisere indre spenninger forårsaket av materialutvidelse og sammentrekning.
Det andre fase forekom i prosessen med overføring mønster. Krympingen av dette trinn er hovedsakelig forårsaket av endringen i spenning orientering i materialet.
For å sikre at linjen overføringsprosessen er stabil, kan alle stekeplater ikke være sliper, direkte gjennom det kjemiske renselinjen overflate forbehandling, etter trykkmembranoverflaten må flate ut, styreflate stående før og etter eksponeringstiden må være tilstrekkelig etter mållinjen overføring, på grunn av endringen av den spenning orientering, fleksible plate vil presentere en annen grad av krympe og sammentrekning, således film kompensasjon kontrollforholdet av linjen til den harde og myke i kombinasjon med presisjonen av kontroll, ved samtidig, fleksible plate øker og konstatering av det område av verdier, er produksjonen av dens bærende stive paneldata basis.
Det tredje fase av sammentrekning opptrer i prosessen med harde og myke bord pressen, er hovedkompresjonsparametrene og materialegenskaper for denne fasen bestemt.
Faktorer som påvirker denne fasen av ekspansjonen omfatter oppvarmingshastighet på laminering, innstilling av trykkparametre, og den gjenværende kobber hastighet og tykkelse av kjernen. Generelt, jo mindre restkobber hastighet, desto større er krympingen verdi; tynnere kjernen, jo større er verdien av vekst og fall. Men fra store til små, er en gradvis prosess, så film kompensasjon er spesielt viktig. I tillegg, på grunn av beskaffenheten av den fleksibel styre og stivt bord materiale, er dets kompense en ytterligere faktor som må tas i betraktning.