

Die oorsaak van die opkoms en val, word bepaal deur die eienskappe van die materiaal. Om die probleem van die inkrimping van die los Rigiede-Flexible PCB raad , laat ons 'n kort inleiding tot die materiaal van die buigsame bord Polyimide:
(1) polyimide het 'n uitstekende termiese prestasie, kan die termiese skok van loodvrye soldeersel hitte behandeling te weerstaan;
(2) Die meeste toestelle vervaardigers is geneig om te gebruik buigsame kringe raad vir klein toestelle wat nodig het om te beklemtoon sein integriteit;
(3) Polyimide het 'n hoë glasoorgangstemperatuur en 'n hoë smeltpunt eienskappe,
normale omstandighede te verwerk by 350 ℃ of meer;
(4) In organiese ontbinding, polyimide is onoplosbaar in gemeen organiese oplosmiddels.
Buigsame bord materiaal op en af met die belangrikste basis materiaal PI en gom het 'n verhouding, dit is, 'n goeie verhouding met die imidation van PI, hoe hoër is die graad van imidization, hoe sterker is die beheerbaarheid.
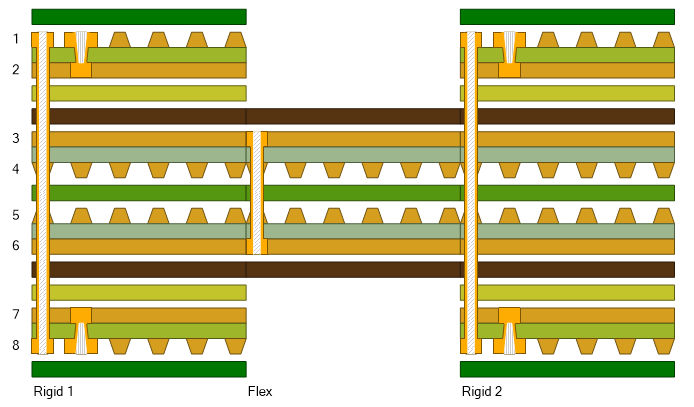
Volgens normale produksie reëls, na buigsame bord sny, en die vorming van die grafiese lyn, en die kombinasie van starre en sag in die proses van kompressie sal wisselende grade van groei en inkrimping in die grafiese lyn ets, die lyn intensiteit en rigting het , sal lei tot die heroriëntasie van die stres van die hele raad, en uiteindelik lei tot die algemene regulering van die raad op en af veranderinge; in die proses van die kombinasie van die sagte en harde, as die oppervlak bedek film en die basis materiaal PI uitsettingskoëffisiënt is teenstrydig, Binne die bestek van 'n sekere mate van uitbreiding.
Uit die aard rede, is enige materiaal verhoog en wat geraak word deur temperatuur en, as gevolg van lang in PCB produksie proses, materiaal na baie warm nat proses, hoër krimp waarde kan verskillende grade van subtiele veranderinge het, maar in die lang termyn van werklike produksie ervaring, verandering of gereelde.
Hoe om te beheer en te verbeter?
Streng gesproke is die interne spanning van elke rol materiaal is anders, en die proses beheer van elke pakkie plate sal nie presies dieselfde wees. Daarom is die beheer van die koëffisiënt van materiaal uitbreiding gebaseer op 'n groot aantal eksperimentele basisse op die proses beheer en data statistiese analise is veral belangrik. In die werklike werking, is die krimping van buigsame bord verdeel in fases:
Die eerste is van die opening van die bakplaat, Hierdie stadium hoofsaaklik veroorsaak deur temperatuur-effekte:
Om te verseker dat die bak plaat wat veroorsaak word deur die opkoms en val van stabiliteit, die eerste om beheer konsekwentheid te verwerk, onder die veronderstelling van 'n verenigde materiaal, elke bak plaat verhitting en verkoeling bedrywighede moet in ooreenstemming wees, nie blindelings te volg doeltreffendheid wees, en sit die finale plate in die lug vir warmteafvoer. Die enigste manier om die interne spanning wat veroorsaak word deur materiaal uitsetting en inkrimping te verminder.
Die tweede fase plaasgevind het in die proses van patroon oordrag. Die krimping van hierdie stadium is hoofsaaklik veroorsaak deur die verandering van stres oriëntasie in die materiaal.
Om te verseker dat die lyn oordrag proses is stabiel, kan Alle bakplate nie stowwe maal, direk deur die chemiese skoonmaak lyn oppervlak pre-behandeling, nadat druk membraan oppervlak moet afplat, oppervlak staande raad voor wees en na die blootstelling tyd moet voldoende wees , na die eindstreep oordrag, as gevolg van die verandering van die stres geaardheid, buigbare plaat sal 'n ander graad van krimp en inkrimping, dus film vergoeding beheer verhouding van die lyn aan die harde en sagte in kombinasie met die akkuraatheid van beheer aan te bied, by Terselfdertyd, buigbare plaat verhoog en vasstelling van die omvang van waardes, is die produksie van sy ondersteuning van rigiede paneel data basis.
Die derde fase van die inkrimping plaasvind in die proses van harde en sagte raad pers, is die belangrikste kompressie parameters en materiaal eienskappe van hierdie stadium bepaal.
Faktore wat hierdie fase van uitbreiding sluit in die verwarming koers van lamine, die instelling van druk parameters, en die oorblywende koper koers en dikte van die kern. In die algemeen, hoe kleiner die oorblywende koper koers, hoe groter is die krimping waarde; die dunner die kern, hoe groter is die waarde van die opkoms en val. Maar van groot na klein, is 'n geleidelike proses, so film vergoeding is veral belangrik. Daarbenewens, as gevolg van die aard van die buigsame bord en rigiede raad materiaal, sy vergoeding is 'n bykomende faktor wat oorweeg moet word.