

Корінна причина підйому і падіння визначається характеристиками матеріалу. Для того, щоб вирішити проблему усадки Rigid-Flexible PCB ради , давайте короткий вступ в матеріал гнучкою пластини полиимида:
(1) полиимида має відмінні теплові характеристики, може витримати тепловий шок свинцю пайки термообробки;
(2) Більшість виробників пристроїв , як правило, використовують гнучкі плати схем для невеликих пристроїв , які необхідно підкреслити цілісність сигналу;
(3) полиимид має високу температуру склування і високі характеристики точки плавлення,
нормальні умови , які повинні оброблятися при 350 ° С і вище;
(4) В органічному розчиненні, полиимид не розчиняється в звичайних органічних розчинниках.
Гнучкий матеріал плити вгору і вниз з основним матеріалом основи PI і клеєм має відношення, тобто, хороші відносини з імідірованіем ПІ, тим вище ступінь імідізаціі, тим сильніше керованість.
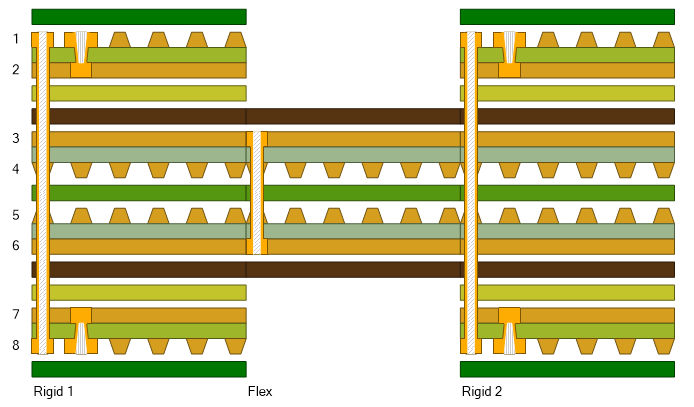
У відповідно до звичайних правил виробництва, після гнучка дошка різання і формування графічної лінії, і поєднання жорстких і м'яких в процесі стиснення матимуть різну ступінь зростання і стиснення в графічній лінії травлення, інтенсивності лінії та напрямки , призведе до переорієнтації напруги всієї плати, і в кінцевому підсумку призвести до загального регулювання плати вгору і вниз змін; в процесі комбінування м'яких і твердих, як поверхня покриває плівки і коефіцієнт розширення ПІ базового матеріалу не відповідає, В рамках певної міри розширення.
З причини природи, будь-який матеріал збільшується і залежать від температури і, в результаті тривалого в Виготовлення друкованих плат процесу, матеріал після багато чого гарячого мокрого процесу, більш високе значення усадки може мати різну ступінь тонких змін, але в довгостроковій перспективі фактичного виробничий досвід, зміна або регулярний.
Як контролювати і поліпшити?
Строго кажучи, внутрішнє напруження кожного рулону матеріалу відрізняється, і управління процесом кожної партії пластин не буде точно таким же. Таким чином, контроль коефіцієнта розширення матеріалу заснований на великій кількості експериментальних баз на контроль процесу і дані статистичного аналізу є особливо важливим. У реальній роботі, усадка гнучкою пластинки розділена на етапи:
The Перший від отвору до листу, цей етап в основному викликаний температурними ефектами:
Для того, щоб гарантувати, що випічка пластина, викликане підвищенням і падінням стабільності, перша для обробки послідовності управління, в приміщенні єдиного матеріалу, кожен з випічки плити нагріву і операцій охолодження повинна бути послідовним, а не сліпо слідувати ефективно, і покласти готовий пластини в повітрі для розсіювання тепла. Єдиний спосіб звести до мінімуму внутрішньої напруги, викликане матеріальним розширенням і стисненням.
The Друга фаза відбувається в процесі перенесення малюнка. Усадка цієї стадії в основному викликана зміною орієнтації напруг в матеріалі.
Для того, щоб гарантувати, що процес передачі лінії стабільний, всі листи випічки не можуть бути подрібнюють, безпосередньо через поверхню хімічної очищення лінії попередньої обробку, після поверхні мембрани тиску повинні вирівнюватися, поверхня дошки стоячи перед і після того, як час експозиції повинні бути достатніми , після передачі обробки лінії, в зв'язку зі зміною орієнтації напруг, гнучка пластина буде представляти різну ступінь звивистості і стиснення, таким чином, відносини компенсації плівки управління лінії на жорсткий і м'який в поєднанні з точністю контролю, в в той же час, гнучкі пластини зростає і встановлення діапазону значень, є виробництво підтримує його основі даних жорсткої панелі.
The Третя фаза стиснення відбувається в процесі твердого та м'якого борт преса, основні параметри стиснення і якість сировини цієї стадії визначаються.
Фактори , що впливають на цьому етап розширення включають в себе швидкість нагріву ламінування, установку параметрів тиску і швидкість залишкової міді і товщину сердечника. Загалом, чим менше кількість залишкової міді, тим більше значення усадки; чим тонше ядро, тим більше величина підйому і падіння. Тим НЕ менше, від великого до малого, це поступовий процес, тому компенсація плівка має особливо важливе значення. Крім того, з - за характер гнучка дошка і жорстка дошка матеріалу, його компенсація є додатковим фактором , який необхідно враховувати.