

A causa raíz do ascenso e caída é determinado polas características do material. Para resolver o problema do encollemento da Duro-Flexible PCB Board , deixe-nos unha breve introdución ao material do Polyimide tarxeta flexible:
(1) de poliimida ten un excelente comportamento térmico, pode soportar o choque térmico de tratamento térmico de soldados libre de chumbo;
(2) A maioría dos fabricantes de dispositivos tenden a usar tarxeta de circuítos flexibles para pequenos dispositivos que precisan salientar a integridade do sinal;
(3) poliimida ten unha temperatura de transición vítrea elevada e as características de alta punto de fusión,
circunstancias normais sendo procesados a 350 ℃ ou máis;
(4) En disolución orgánica, poliimida é insoluble en disolventes orgánicos comúns.
material de placa flexible para arriba e abaixo co principal PI material de base e cola ten unha relación, é dicir, unha gran relación coa imidação de PI, canto maior sexa o grao de imidização, máis forte é a capacidade de control.
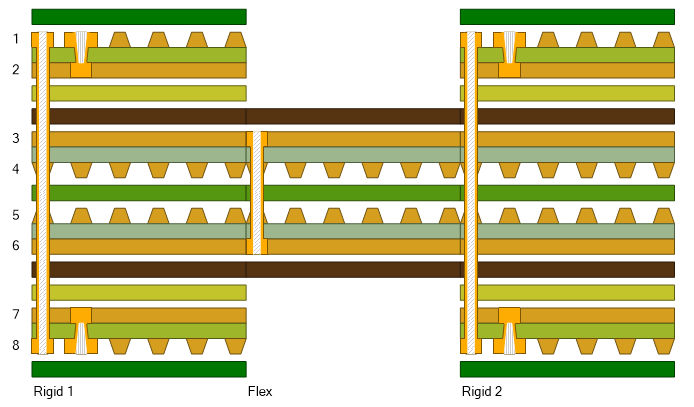
Segundo as regras normais de produción, logo mecanizado flexible de corte, ea formación da liña de ilustracións, ea combinación de rixidez e suave no proceso de compresión terán varios graos de crecemento e contracción da ilustracións liña de limpeza, a intensidade da liña ea dirección , vai levar á reorientación do esforzo de toda a tarxeta, e, finalmente, levar ao Reglamento xeral do Consello arriba e abaixo os cambios; no proceso de combinar o brando e duro, como a superficie de película de revestimento e material de coeficiente de expansión PI base é inconsistente, no marco dun certo grao de expansión.
A partir da razón natureza, calquera material aumenta e se ve afectado pola temperatura e, como consecuencia de longa na produción PCB proceso, o material despois de moitos proceso húmido quente, máis elevado o valor de encollemento pode ter diferentes graos de cambios sutís, pero a longo prazo de real experiencia de produción, cambiar ou regular.
Como controlar e mellorar?
Estrictamente falando, a tensión interna de cada rolo de material é diferente, eo control do proceso de cada lote de tarxetas non será exactamente o mesmo. Por conseguinte, o control do coeficiente de dilatación do material baséase nun gran número de bases experimentais sobre o control do proceso ea análise estatística dos datos é especialmente importante. En funcionamento real, o encollemento da tarxeta flexible está dividido en fases:
A primeiro é a partir da apertura para a assadeira, Esta fase é causada principalmente por efecto da temperatura:
Para asegurar que a tarxeta de bicarbonato de causado pola subida e baixada de estabilidade, o primeiro en analizar consistencia de control, baixo a premisa dun material unificado, cada calefacción bicarbonato de tarxeta e as operacións de refrixeración debe ser consistente, non cegamente continuar eficiencia, e poñer o acabado placas ao aire para a disipación de calor. O único xeito de minimizar a tensión interna causada pola expansión do material ea contracción.
A segunda fase ocorreron o proceso de transferencia de patrón. O encollemento desta fase é causada principalmente polo cambio de orientación de estrés no material.
Para asegurar que o proceso de transferencia de liña é estable, todas as follas de cocción non podería ser moagens, directamente, a través da liña de limpeza química de superficie pretratamento, tras a superficie da membrana de presión debe estabilizar, tarxeta de superficie en pé antes e despois do tempo de exposición debe ser suficiente , tras a transferencia meta, debido ao cambio de orientación estrés, tarxeta flexible presentará un grao diferente de engaste e contracción, polo tanto relación control de compensación de película da liña para a dura e grosa, en combinación coa precisión de control, en á vez, os aumentos da lámina de vidro e determinación da gama de valores, é a produción da súa base de datos panel ríxido de apoio.
A terceira fase da contracción ocorre no proceso de prensa tarxeta dura e grosa, determínanse os principais parámetros de compresión e propiedades do material desta fase.
Factores que inflúen este fase de expansión inclúen a taxa de calefacción de laminación, a configuración de parámetros de presión, ea taxa de cobre residual, ea espesura do núcleo. En xeral, canto menor sexa a taxa de cobre residual, maior o valor de encollemento; o máis fino do núcleo, maior será o valor do ascenso e caída. Con todo, de gran a pequeno, é un proceso gradual, para compensación película é especialmente importante. Ademais, debido á natureza da tarxeta flexible e placa ríxida de material, a súa compensación é un factor adicional que ten que ser considerado.