

Algpõhjus tõus ja langus on määratud materjali omadused. Et lahendada probleemi kokkutõmbumist Veok-Paindlik PCB Board , andke meile lühike sissejuhatus paindlikust materjalist plaat polüimiidlehed:
(1) polüimiid on suurepärane termiline tulemuslikkust, talub Purunemisarvu pliivaba jootmise kuumutamine;
(2) Enamik seadmeid üritavad tootjad kasutada painduvate pardal väikestele seadmetele, mis vajavad rõhutada signaali usaldusväärsuse;
(3) polüimiidlehed on kõrge klaasistumistemperatuuri ja kõrge sulamistemperatuuriga omadused,
tavatingimustes töödeldava 350 ℃ või rohkem;
(4) orgaanilise lahustumist polüimiid ei lahustu tavaliste orgaaniliste lahustitega.
Paindlik plaadi materjali üles ja alla peamised alusmaterjali PI ja liimi on suhe, mis on suurepärane suhe imiidimise PI, seda kõrgem aste imidization, seda tugevam kontrollitavus.
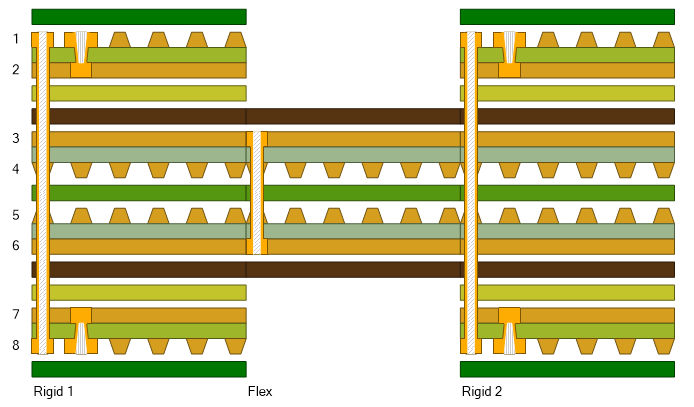
Vastavalt normaalne tootmise eeskirjade pärast paindlik pardal lõikamine ja moodustamise graafika rida ja kombinatsioon jäik ja pehme protsessi kokkusurumine olla erineva kasvu ja kahanemise graafika line söövitamist joone tugevus ja suund , viib ümberkorraldamine stress kogu pardal, ja lõpuks viia üldregulatsiooniga juhatuse üles ja alla muudatusi; protsessis kombineerides pehmed ja kõvad, kuna selle pind kilega kaetud ja alusmaterjali PI paisumistegur on vastuoluline, raamides teatav laiendamiseks.
Alates milline põhjus, mis tahes materjalist suureneb ja mõjutab temperatuur ja selle tulemusena pikki PCB tootmise protsessi, materjali pärast palju kuuma niiske protsess, suurem kokkutõmbumine väärtus võib olla erinev peent muutusi, kuid pikemas perspektiivis tegeliku tootmise kogemus, muutmiseks või regulaarselt.
Kuidas kontrollida ja parandada?
Rangelt võttes sisepingete iga materjali rulli on erinevad ja protsessi kontrolli iga partii plaate ei täpselt sama. Seega kontrolli koefitsient materjali laienemine põhineb suur hulk eksperimentaalseid alused protsessi juhtimise ja andmete statistiline analüüs on eriti oluline. Tegelikus operatsiooni kokkutõmbumist paindliku plaati jagatud etappidesse:
The Esimene on avamisest küpsetusplaadile, See etapp on peamiselt põhjustatud temperatuuri mõju:
Selleks, et tagada küpsetusplaadile tingitud tõus ja langus stabiilsuse esimene töödelda kontrolli järjepidevuse alusel eeldus ühtse materjali iga küpsetusplaadile kütmise ja jahutamise operatsioonide peab olema kooskõlas, ei pimesi järgida tõhusust ja panna lõppenud plaate õhus soojuse hajutamiseks. Ainus võimalus vähendada sisepinged põhjustatud materjali paisumist ja kokkutõmbumist.
The Teise faasi esines protsessi struktuuris üleandmist. Kahanemine selles etapis on peamiselt tingitud muutus stressi sättumuse materjali.
Selleks, et tagada liiniülekande protsess on stabiilne, kõik küpsetamine lehed ei saa jahvatab, otse keemilise puhastuse line pind eelnevalt ravi pärast rõhu membraani pind peab ühtlustuma, pardal pinnale alaline enne ja pärast kokkupuudet aeg peab olema piisav pärast finišijoone üleandmise tõttu muutus stressi orientatsiooni, paindlik plaat esitab erineval määral pressühendustööriistade ja kokkutõmbumine, seega film kompensatsiooni juhtimine suhe rea kõva ja pehme koos reguleerimise täpsus, kell samal ajal, paindlik plaadi suurenemised ja tuvastamise väärtuste vahemikuga, on tootmise oma toetavat jäiga paneelandmetel põhjal.
The Kolmanda etapi kokkutõmbumine toimub protsess kõva ja pehme pardal press, peamine compression parameetrid ja materjali omadusi selles etapis määratakse.
Tegurid, mis mõjutavad selle etapi paisumise hõlmavad kuumutamisel kiirusega lamineerimist seadmist rõhuparameetrid ja jääk vase määr ja paksus südamikku. Üldiselt mida väiksem on järelejäänud vase määr, seda suurem on kokkutõmbumine väärtus; peenem südamik, seda suurem väärtus tõus ja langus. Kuid suurtelt väikestele, on järkjärguline protsess, nii film hüvitist on eriti oluline. Lisaks iseloomu tõttu on paindliku pardal ja jäik pardal materjali selle hüvitise on täiendav tegur, mis tuleb kaaluda.