

Основната причина за възхода и падението се определя от характеристиките на материала. За решаване на проблема на свиване на Твърди-гъвкав ПХБ съвет , нека кратко въведение в материала на гъвкава полиамид на плочата:
(1) полиамид има отлична термична изпълнение, могат да издържат на термичен шок на безоловен запояване топлинна обработка;
(2) Повечето производители устройства са склонни да използват гъвкави схеми на борда за малки устройства, които трябва да се подчертае, целостта на сигнала;
(3) Полиамид има висока температура на встъкляване и висока температура на топене характеристики точка,
нормални обстоятелства да бъдат обработени при 350 ℃ или повече;
(4) В органичен разтваряне, полиимид е неразтворим в общи органични разтворители.
плоча материал Гъвкава нагоре и надолу с основната материална база PI и лепилото има връзка, това е, чудесни отношения с imidation на PI, толкова по-висока степен на imidization, толкова по-силен и с управляемостта.
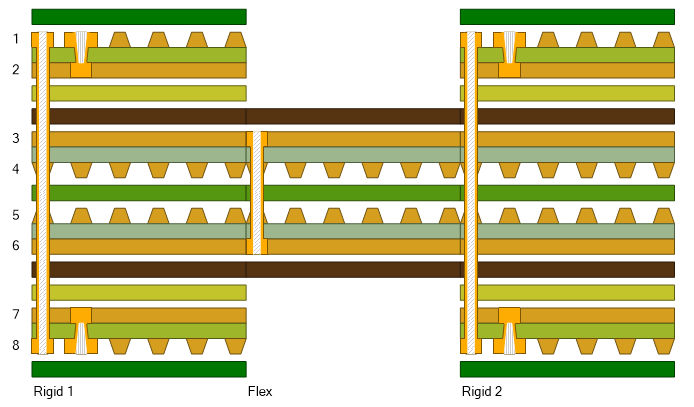
Според нормалните правила за производство, след гъвкав борда рязане, и образуването на графичната линия, и комбинация от твърд и мек в процеса на компресиране ще има различна степен на растеж и свиване на графична линия офорт на интензитетът на линия и посоката , ще доведе до преориентиране на стреса на целия съвет, и в крайна сметка да доведе до общия регламент на съвета нагоре и надолу промени; в процеса на комбиниране на меки и твърди, като повърхността, покриващ филм и коефициента на основен материал PI разширение е противоречащ, В рамките на определена степен на експандиране.
От Причината за природата, всяко съществено се увеличава и се влияе от температурата и, като резултат от продължително в печатни платки производство процес, материал, след като много гореща мокър процес, по-висока стойност на свиване може да има различни степени на фини промени, но в дългосрочен план на действителното производствен опит, промяна или обикновена.
Как да се контролира и да се подобри?
Строго погледнато, вътрешно напрежение на всяка ролка материал е различен и контрола на процеса на всяка партида от плочи няма да бъдат едни и същи. Следователно контрола на коефициента на разширение на материала е на базата на голям брой експериментални бази за контрол на процеса и данните Статистическият анализ е особено важно. В същинска работа, свиването на гъвкава плоча е разделен на етапи:
На първата е от отварянето за печене лист, Този етап се причинява главно от температурните ефекти:
За да се гарантира, че плоча за печене, причинени от възхода и падението на стабилността, първите, които обработват контрол консистенция, при предварително условие за единна материал, всеки отоплителен тава за печене и операции охлаждане трябва да бъде последователна, а не сляпо преследват ефективност, и да изложат на готовия плаки във въздуха за отвеждане на топлината. Единственият начин да се сведе до минимум вътрешно напрежение, причинено от материал, разширяване и свиване.
На втория етап се наблюдава в процеса на прехвърляне модел. Свиването на този етап е причинена главно от промяната на стрес ориентация в материала.
За да се гарантира, че процесът на прехвърляне линия е стабилна, всички тави не биха могли да бъдат смила, директно чрез химически почистване линия върху повърхност, предварително третиране, след мембрана налягане повърхност трябва да остават на едно ниво, на борда на повърхността състояние преди и след времето на експозиция трябва да бъдат достатъчни след прехвърлянето финалната линия, поради промяна на ориентацията на стрес, гъвкава плоча ще представи различна степен на гофриране и свиване, така компенсация филм контрол на връзката на линията на твърди и меки в комбинация с точността на контрола на същевременно гъвкави увеличава плоча и установяване на диапазона от стойности, е производството на поддържащата основа твърд панел данни.
На третата фаза на свиване се случва в процеса на твърда и мека борда преса, основните параметри на компресия и материалните свойства на този етап се определят.
Фактори, влияещи на тази фаза на разширяване включват скоростта на нагряване на ламиниране, настройката на параметрите налягане и остатъчното скоростта на мед и дебелината на сърцевината. Като цяло, по-малък остатъчен процент на мед, толкова по-голяма стойност на свиване; колкото по-тънък в основата, толкова по-голяма от стойността на възхода и падението. Въпреки това, от големи до малки, е постепенен процес, така компенсация филм е особено важно. В допълнение, поради естеството на гъвкав борда и твърда борда материал, обезщетението му е допълнителен фактор, който трябва да бъде разгледан.