

Карэнная прычына ўздыму і падзення вызначаецца характарыстыкамі матэрыялу. Для таго, каб вырашыць праблему ўсаджвання Rigid-Flexible PCB савета , давайце кароткае ўвядзенне ў матэрыял гнуткай пласціны полиимида:
(1) полиимида мае выдатныя цеплавыя характарыстыкі, можа вытрымаць цеплавой шок свінцу паяння тэрмаапрацоўкі;
(2) Большасць вытворцаў прылад , як правіла, выкарыстоўваюць гнуткія платы схем для невялікіх прылад , якія неабходна падкрэсліць цэласнасць сігналу;
(3) полиимид мае высокую тэмпературу стеклования і высокія характарыстыкі кропкі плаўлення,
нармальныя ўмовы , якія павінны апрацоўвацца пры 350 ° С або больш;
(4) У арганічным растварэнні, полиимид нерастваральны ў звычайных арганічных растваральніках.
Гнуткі матэрыял пліты уверх і ўніз з асноўным матэрыялам асновы PI і клеем мае дачыненне, гэта значыць, добрыя адносіны з имидированием ПІ, тым вышэй ступень имидизации, тым мацней кіравальнасць.
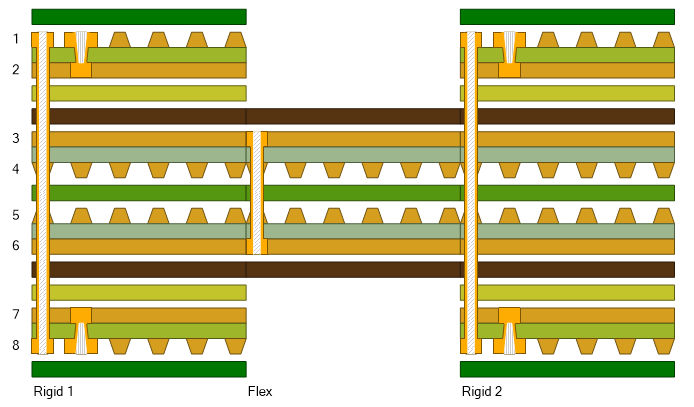
У адпаведнасці са звычайнымі правіламі вытворчасці, пасля гнуткая дошка рэзкі і фарміравання графічнай лініі, і спалучэнне жорсткіх і мяккіх ў працэсе сціску будуць мець розную ступень росту і сціску ў графічнай лініі тручэння, інтэнсіўнасці лініі і напрамкі , прывядзе да пераарыентацыі напружання ўсёй платы, і ў канчатковым выніку прывесці да агульнага рэгуляваньня платы уверх і ўніз змен; у працэсе камбінавання мяккіх і цвёрдых, як паверхня пакрывае плёнкі і каэфіцыент пашырэння ПІ базавага матэрыялу не адпавядае, У рамках пэўнай ступені пашырэння.
З прычыны прыроды, любы матэрыял павялічваецца і залежаць ад тэмпературы і, у выніку працяглага ў Вытворчасць друкаваных поплаткаў працэсу, матэрыял пасля многага гарачага мокрага працэсу, больш высокае значэнне ўсаджвання можа мець розную ступень тонкіх змяненняў, але ў доўгатэрміновай перспектыве фактычнага вытворчы вопыт, змяненне або рэгулярны.
Як кантраляваць і палепшыць?
Строга кажучы, ўнутранае напружанне кожнага рулона матэрыялу адрозніваецца, і кіраванне працэсам кожнай партыі пласцін не будзе дакладна такім жа. Такім чынам, кантроль каэфіцыента пашырэння матэрыялу заснаваны на вялікай колькасці эксперыментальных баз на кантроль працэсу і дадзеныя статыстычнага аналізу з'яўляецца асабліва важным. У рэальнай працы, ўсаджванне гнуткай пласцінкі падзелена на этапы:
The Першы ад адтуліны да адваротнага, гэты этап у асноўным выкліканы тэмпературнымі эфектамі:
Для таго, каб гарантаваць, што выпечка пласціна, выкліканае павышэннем і падзеннем стабільнасці, першая для апрацоўкі паслядоўнасці кіравання, у памяшканні адзінага матэрыялу, кожны з выпечкі пліты нагрэву і аперацый астуджэння павінна быць паслядоўным, а не слепа прытрымлівацца эфектыўна, і пакласці гатовы пласціны ў паветры для рассейвання цяпла. Адзіны спосаб звесці да мінімуму ўнутранага напружання, выкліканае матэрыяльным пашырэннем і сціскам.
The Другая фаза адбываецца ў працэсе пераносу малюнка. Ўсаджванне гэтай стадыі ў асноўным выклікана змяненнем арыентацыі высілкаў у матэрыяле.
Для таго, каб гарантаваць, што працэс перадачы лініі стабільны, усе лісты выпечкі не могуць быць здрабняюць, непасрэдна праз паверхню хімічнай ачыстку лініі папярэдняй апрацоўку, пасля паверхні мембраны ціску павінны выраўноўвацца, паверхня дошкі стоячы перад і пасля таго, як час экспазіцыі павінны быць дастатковымі , пасля перадачы аздаблення лініі, у сувязі са зменай арыентацыі высілкаў, гнуткая пласціна будзе прадстаўляць розную ступень ізвітых і сціску, такім чынам, адносіны кампенсацыі плёнкі кіравання лініі на жорсткі і мяккі ў спалучэнні з дакладнасцю кантролю, у у той жа час, гнуткія пласціны ўзрастае і ўсталяванне дыяпазону значэнняў, з'яўляецца вытворчасць якая падтрымлівае яго аснове дадзеных жорсткай панэлі.
The Трэцяя фаза сціску адбываецца ў працэсе цвёрдага і мяккага борт прэса, асноўныя параметры сціску і ўласцівасць матэрыялу гэтай стадыі вызначаюцца.
Фактары , якія ўплываюць на гэтым этап пашырэння ўключаюць у сябе хуткасць нагрэву ламінавання, ўстаноўку параметраў ціску і хуткасць рэшткавым медзі і таўшчыню стрыжня. Увогуле, чым менш колькасць рэшткавым медзі, тым больш значэнне ўсаджвання; чым танчэй ядро, тым больш велічыня ўздыму і падзенні. Тым ня менш, ад вялікага да малога, гэта паступовы працэс, таму кампенсацыя плёнка мае асабліва важнае значэнне. Акрамя таго, з - за характар гнуткая дошка і жорсткая дошка матэрыялу, яго кампенсацыя з'яўляецца дадатковым фактарам , які неабходна ўлічваць.